琉球かすり:日本全国のかすりのルーツ
味わい深く浮かび上がった琉球ならではの図柄が魅力です。
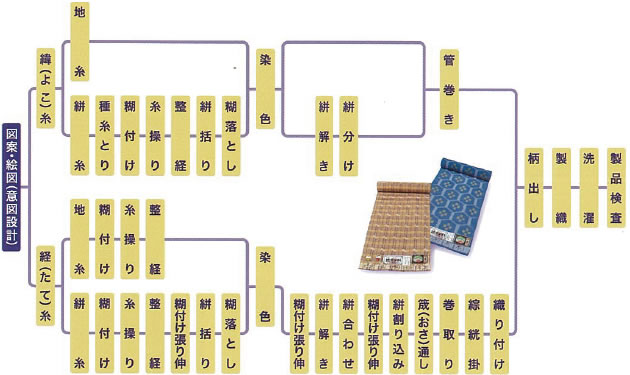
琉球かすりの多くには「イチチマルグムー」や「トゥイグワー」など、琉球独自の図柄が織りこまれています。図案通りに織れるよう計算して、糸の部分部分を色分けして先に染めておいたうえで、タテ・ヨコの糸を織り上げます。
糸の染め方・織り方の加減によって、図柄のエッジがわずかにかすれたようになることから「かすり」と呼ばれます。手織りならではの微妙な味わいのある模様や色彩が浮かび上がるところが「かすり」の魅力となっています。織り上がった布を後から染める「後染織物」とは違う点です。



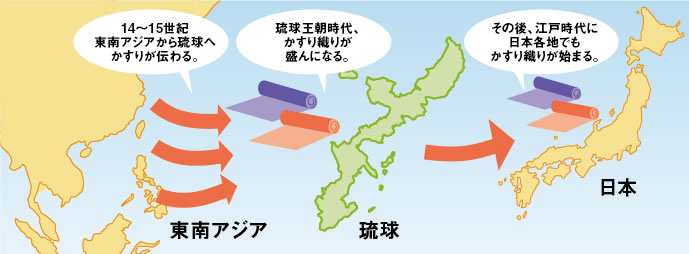
東南アジアから琉球、そして日本へと伝わった「かすり」の伝統
かすりの技法は、インドで生まれてタイ・カンボジア・ベトナム・インドネシアなど東南アジア各地で発展し、14~15世紀に琉球へ伝わったといわれます。かすり織りは琉球各地で盛んとなり、琉球の文化や風土にあった独自の織物が生産されるようになりました。その後、かすりは江戸時代の日本に伝わり、薩摩かすり・久留米かすり・米沢かすり・伊予かすりなどのルーツとなりました。
琉球王府の「御絵図帳(みえずちょう)」に定められた600種もの多彩な図柄。ひとつひとつの図柄に意味がある。
琉球かすりには多彩な幾何学模様が織り込まれています。植物・動物・生活用品などをモチーフにした模様で、琉球王国時代の「御絵図帳」を元に、職人たちが現代の感覚を取り入れてオリジナルをつくりあげます。
「御絵図帳」とは、絵図奉行によってまとめられた図案集。琉球かすりが貴重な貿易商品だった時代、王国に収める貢納布を織らせるために模様や染色などを細かく指定したものです。

イチチマルグムー
5つの丸い雲を表現した文様。琉球かすりの代表的な柄のひとつ。
ブリブサー
経かすりと緯かすりの重なりで地色との対比を強調。夜空の群星を表現。

経緯かすり
(たてよこがすり)
ハタに似たかすりと2つの四角は、かすり全体にバランスよく配置される。
トウイグワー
2羽で飛ぶ鳥小を表した文様。琉球かすりの中で最も多く用いられる。

ミミチキトーニー
耳付き(取手付き)のエサ箱や湯船などの四角い容器のこと。
八ナアシー
三筋を織り合わせて、花の形を2つ、段違いに並べた文様。
分業体制を整えて、それぞれの分野の専門職人が揃う。
琉球王国時代、琉球かすりの産地は各地にちらばっていましたが、現在ではほとんどが南風原町で作られています。糸の括り、染め、織りなどの分業体制が整い、それぞれの分野ごとに専門の職人がいて技術継承されてきたことが、南風原町での生産体制の特徴です。200人ほどの職人がこの町に集まり「織物のまち」を形づくっています。

1.種糸とり
御絵図帳や他の絣図案を参考にして独自の絣図案を作成する。

2.絣括り
あらかじめ種糸をつくり、それに従って手で絣くくりを行う。

3.染色
琉球藍、福木、グール、テカチ等の植物染料を用い多彩な色を染色する。

4.糊づけ
作業中の絣模様のズレを防ぐため、経糸を糊づけする。

5.巻取り
経糸の地糸を同時巻きしながら、ちぎり箱(ブーブー)に巻いていく。

6.綜絖(そうこう)掛け
巻き終えた経緯糸を左から順序よくすくい割竹を使って綜絖掛けを行う。

7.製織
木製高機により手投げ杼(ひ)を用い、絣柄を合わせながら織る。

8.製品検査
製品検査場で、ベテラン検査員によって厳重な検査を受けます。
1日わずか1~2メートル。職人が手間ひまかけて織り上げる貴重な工芸品。



図案に合わせて糸を染めるためには、少しずつ束ねた糸を計算された間隔で、模様の部分を1カ所ずつ手括りで締め上げていく作業が必要です。糸の伸縮によって図柄がずれるのを防ぐ工程もあります。
緯(よこ)糸を経(たて)糸の間に投げ込んで織っていく昔ながらの技法なので、織り上げることができるのは1日わずか1~2メートルにすぎません。美しく価値ある1枚の琉球かすりをつくるために、大変な手間と時間がかけられているのです。